




CO-REL® ER50-6 Gas Shielding Arc Welding Wire
Shielding Gas: CO₂Available Diameter (mm): 0.8 / 0.9 / 1.0 / 1.2 / 1.6Mechanical Performance of Deposit MetalTensile Strength MPa (N/mm²): ≥500Yield Strength (MPa): ≥420Elongation A (%): ≥22Impact Energy (J): -30℃≥27Application: Used for welding carbon steel and low alloy steel structures of
-
Standard:
KR·ER50-6
GB/T8110 - 2020ER50-6
AWS A5.18 - ER70S-6 - WhatsApp:+44 736311459
- Office: Jianfu Industrial Park, No.79 Wengexing Road, Liaobu Town, Dongguan City, Guangdong Province
- Email: info@coboltwelding.com
Product description
Application: Used for welding carbon steel and low alloy steel structures of corresponding strength grades, applicable to industries such as engineering machinery, shipbuilding, vehicle manufacturing, and petrochemicals.
Characteristics: This 500MPa grade carbon steel welding wire adopts CO₂ or Ar+CO₂ gas-shielded welding. It features low spatter, aesthetic weld formation, high deposition efficiency, low porosity susceptibility in weld metal, and excellent all-position welding processability.
Shielding Gas: CO₂
Available Diameter (mm): 0.8 / 0.9 / 1.0 / 1.2 / 1.6
Mechanical Performance of Deposit Metal
Tensile Strength MPa (N/mm²): ≥500
Yield Strength (MPa): ≥420
Elongation A (%): ≥22
Impact Energy (J): -30℃≥27
Chemical Composition (%):

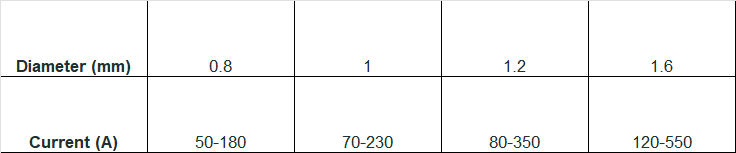
Welding Parameters
Current Polarity: DC+ (Direct Current Electrode Positive)
Precautions:
1. CO₂ shielding gas purity shall be ≥99.98%.
2. Gas flow rate shall be regulated to 20–25 L/min
(Calibrated flowmeter required).
3. Wire stick-out shall be maintained at 15–25 mm.