




CO-REL® E71T-1 Flux Cored Welding Wire
GB/T10045 E501T-6AWS A5.20 E71T-1
-
Standard:
KR·E71T-1
GB/T10045-2018 T492T1-1C1A
AWS A5.20 E71T-1C - WhatsApp:+44 736311459
- Office: Jianfu Industrial Park, No.79 Wengexing Road, Liaobu Town, Dongguan City, Guangdong Province
- Email: info@coboltwelding.com
Product description
Application: Used for welding structural components of carbon and low alloy steels with tensile strength of 490N/mm², widely applied in shipbuilding, machinery manufacturing, pressure vessels, boilers, petroleum, chemical, lifting machinery, and other structural welding applications.
Characteristics: E71T-1 is a titania-type flux-cored wire for CO₂ gas shielded welding. The internal flux core ensures excellent welding process performance, increased deposition efficiency, a soft and stable arc, minimal spatter, and aesthetically formed weld seams.
Shielding Gas: CO₂
Available Diameter (mm): 1.2
Mechanical Performance of Deposit Metal
Tensile Strength MPa (N/mm²): 490-670
Yield Strength (MPa): ≥390
Elongation A (%): ≥18
Impact Energy (J): -20℃≥27
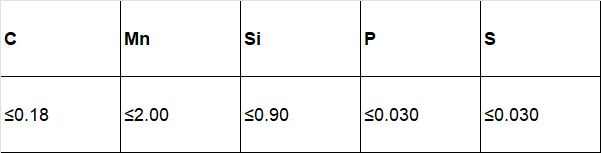
Chemical Composition (%):
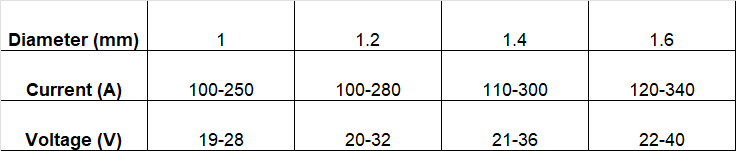
Welding Parameters
Current Polarity: DC+ (Direct Current Electrode Positive)
Precautions:
When using CO₂ shielding gas, minimum purity shall be 99.95%.
CO₂ shielding gas flow rate shall be maintained at 20–25 L/min during welding. (calibrated flowmeter required).
Wire stick-out shall be controlled within 15–25 mm.
Preheat and interpass temperature shall be held at 150°C ±15°C.