




技术纵深解析:二氧化碳气体保护实芯焊丝的工作原理与核心特性

Author
COBOLT
技术纵深解析:二氧化碳气体保护实芯焊丝的工作原理与核心特性
——为工业焊接赋能的高效金属连接方案

一、工作原理:气体、电弧与熔池的三元协同
二氧化碳气体保护焊的核心在于构建一个动态隔绝的焊接微环境。其工作流程可拆解为:
气体屏障生成
焊枪喷嘴持续释放高纯度CO₂气体,形成圆柱状保护气幕,包裹焊丝端部、电弧及熔融金属池。
CO₂的密度高于空气(约1.5倍),可有效排开周围氧气、氮气、水蒸气等活性气体,阻断大气污染。
电弧能量转化
焊丝接通正极(DCEP),工件接通负极,接触引弧后产生压缩电弧(温度达6000℃以上)。
电弧热能使焊丝尖端连续熔化为金属液滴,通过喷射过渡或短路过渡模式进入熔池。
冶金反应控制
高温下CO₂分解为CO和O₂,其中活性氧原子与焊丝中的脱氧元素(硅、锰等)结合
反应生成的熔渣上浮至焊缝表面,最终被清除,确保焊缝金属纯净度。
二、核心特性:效率、成本与适应性的三重优势
(一)工艺效能特性
高速连续作业能力
实芯焊丝通过送丝机自动输送,配合CO₂气体保护,实现无间断焊接,较手工焊效率提升2倍以上。
尤其适用于长直焊缝(如H型钢梁、储罐纵缝)的流水线作业。
深熔透性与熔敷率优化
CO₂电弧具有强热穿透力,在中等板厚(8-20mm)焊接中可减少坡口加工需求。
焊丝熔化效率接近98%,金属沉积速率显著高于药芯焊丝或焊条电弧焊。
(二)经济性特性
综合成本优势
CO₂气体价格仅为氩气的1/5-1/10,且实芯焊丝制造成本显著低于药芯焊丝。
焊后无需清理焊渣(对比焊条焊),降低返修与打磨工时。
能源利用率高
电弧集中加热,电能有效转化率超85%,减少工业用电负荷。
(三)工况适应性特性
抗锈蚀能力
CO₂在电弧区生成的氧化性气氛可适度氧化钢材表面的铁锈(Fe₂O₃ → Fe₃O₄),降低气孔敏感性。
特别适合钢结构户外施工或仓储半锈态材料焊接。
全位置焊接灵活性
通过调节电流波形(如脉冲模式),可实现仰焊、立向上焊等复杂位置操作。
三、技术挑战与应对逻辑
尽管优势显著,该工艺仍需关注以下特性带来的应用策略:
焊缝金属韧性
需避免CO₂保护焊的冷却速度过快而产生金属应力导致低温韧性降低及焊缝开裂。
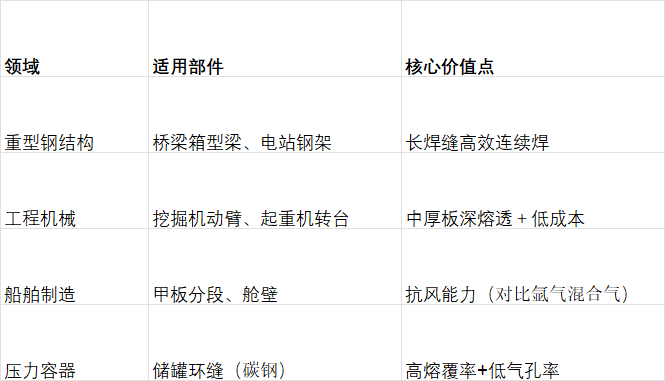
四、典型工业应用场景
五、焊丝选型技术指南
碳钢通用型:ER50S-6 (ER70S-6)
低温韧性型:ER55-G (ER80S)(低温冲击要求)、ER60-G (ER90S-G)(高强钢匹配)
特殊工况:铜包钢焊丝(改善导电性)、表面镀铜焊丝(防锈+润滑)
下期预告:我们将深入剖析药芯焊丝的自保护机理——如何在无气瓶条件下实现抗风焊接?敬请关注!
本文由东莞市科波特焊接科技有限公司技术中心提供,我们持续分享焊接领域前沿技术,助力中国智造升级。
Leave your reply
Your email address will not be published. Required fields are marked *

